 Калькулятор
Калькулятор Прайс-лист
Прайс-лист


Оставьте заявку для обратной связи
Оставьте заявку для обратной связи

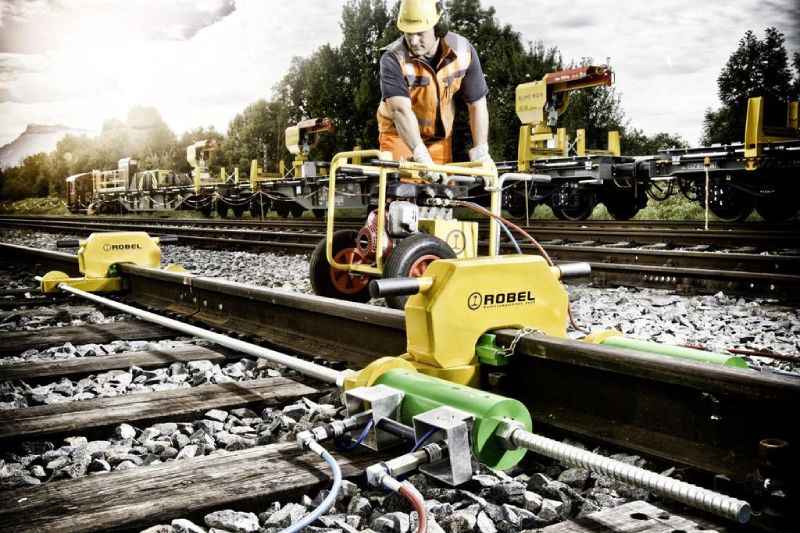
Выправка рельс – восстановление прямолинейности, исправление продольного и поперечного профиля рельс до соответствия требованиям ГОСТа.
Допускается выправка изогнутых рельсов с помощью рельсоправильного пресса с предварительным подогревом головки и подошвы рельса в местах выправки.
Для обеспечения прямолинейности при местном изгибе до 2 мм на длине 1 м допускается производить правку сварных стыков в горячем состоянии (светло-красный цвет) в вертикальной и горизонтальной плоскостях.
Правку сварных стыков рельсов, прошедших термическую обработку на индукционных установках, можно производить и в холодном состоянии на передвижном гидравлическом прессе для правки.
Допускается равномерная кривизна по головке рельса в горизонтальной и вертикальной плоскостях со стрелой прогиба не более 1/2200 и 1/1000 (то есть не более 6мм для сварных рельсов I группы годности, и 12мм. для рельсов II-III групп годности на базовой длине 12,5 м).


Наши преимущества



Выполненные работы









































